企业免费推广平台

东莞市颂智科技有限公司搅拌摩擦焊机|数控铲齿机|搅拌摩擦焊头|搅拌摩擦焊产品加工
181****6757
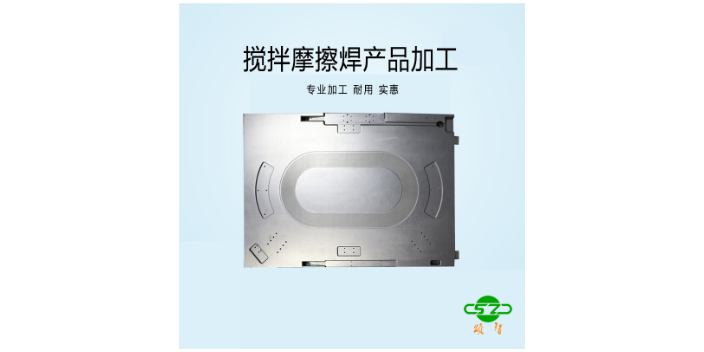
电机壳搅拌摩擦焊工艺注意事项1.焊缝表面氧化层需要打磨掉,上表面加工余量留1mm左右;2.焊缝间隙尽量保证小于,高低差小于;3,江西搅拌摩擦焊接加工生产过程.焊缝离边缘距离建议不小于6mm,否则会压塌变形,需要定制特殊工装控制,增加工艺控制难度;4.型材电机壳的铝封条放置位置设计要留,以承受搅拌头压力;5.电机壳产品建议设计防错措施,增加定位销孔设计;6.焊接轨迹及尾孔预留位置要提前规划好。水冷电机壳对焊缝气密性和变形度要求都比较高,目前的熔焊类焊接方式,通常会存在变形大、暗沟气孔等问题,江西搅拌摩擦焊接加工生产过程,很难满足水冷电机壳安全性能要求,江西搅拌摩擦焊接加工生产过程,而搅拌摩擦焊属于固相焊接,焊缝效果好,变形小,成为水冷电机壳的比较好选择。东莞颂智科技有限公司是专业的搅拌摩擦焊设备生产厂家深受广大客户的喜爱欢迎大家来电咨询。焊缝中的温度与接头的力学性能之间有一个比较好范围 ,超出比较好范围,焊缝的热出入过大接头的力学性能降低。江西搅拌摩擦焊接加工生产过程
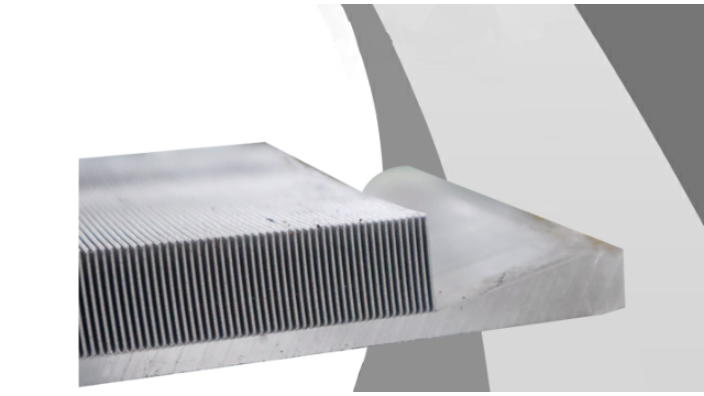
搅拌摩擦焊技术应用:在国内,搅拌摩擦焊作为推进剂贮箱的一项关键制造工艺,正在深入进行工程化应用研究。搅拌摩擦焊在航天工业上的应用和推广,可以提高中国航天运载工具及导弹类产品的性能和生产效率,载人航天及探月工程等做出贡献。与航空航天类似,搅拌摩擦焊在轨道交通以及船舶上的应用主要也是结构件的生产制备。比如列车车身壁板、驱动箱、船甲板、汽车车门、轮毂等。图8为搅拌摩擦焊加工轨道列车的车身壁板和轮船壁板。而在电力电子方面,搅拌摩擦焊技术主要应用在中空热沉器、散热器及传感器等。江西搅拌摩擦焊接加工生产过程搅拌摩擦焊作为一种新型焊接方法从发明到工业化应用的历程,在航天、航空、车辆、造船等行业得到大量应用。

搅拌针研究现状:
搅拌针在焊接过程中不仅通过与接合面间的摩擦来提供热输入,更重要的是起到机械搅拌作用,因而搅拌针的形貌和几何尺寸影响着塑性软化材料的流动形式和被切削材料的体积,进而影响接头的力学性能。正是由于搅拌针在焊接过程中所发挥的复杂而重要的作用,人们对搅拌摩擦焊的研究越来越深入,设计出了多种形式的搅拌针,以适应各种焊接状态。(1)、柱形搅拌针搅拌针为柱形时的搅拌头形貌。在搅拌摩擦焊工艺应用的初始阶段,柱形搅拌针应用得较为多,然而在焊接过程中,柱形搅拌针周围的软化材料受到指向焊缝根部的力较弱,软化材料的流动性较差。(2)、锥形螺纹搅拌针和三槽锥形螺纹搅拌针(MX-TrifluteTM)是英国焊接研究所(TWI)淘汰柱形搅拌针后设计出的两种搅拌针形貌。锥形螺纹搅拌针和三槽锥形螺纹搅拌针的共同之处是它们都呈平截头体状(或玻璃杯状),而且都带有螺纹。在搅拌针根部直径相同时。
搅拌针(MX-TrifluteTM)是英国焊接研究所(TWI)淘汰柱形搅拌针后设计出的两种搅拌针形貌。锥形螺纹搅拌针和三槽锥形螺纹搅拌针的共同之处是它们都呈平截头体状(或玻璃杯状),而且都带有螺纹。在搅拌针根部直径相同时,平截头体状搅拌针切削的材料比柱形的少。据计算,锥形螺纹搅拌针所切削的材料只有柱形搅拌针的60%,而三槽锥形螺纹搅拌针所切削的也只有柱形的70%。另外,平截头体形状搅拌针上的螺纹能促进搅拌头附近的塑性软化材料具有向上运动的趋势。为了改善软化材料的流动路径,增强其行为,一些研究人员还在搅拌针_上设计出平台,或沟槽。对于三槽锥形螺纹搅拌针,锥面上开有三个螺旋形的槽,以减小搅拌针的体积,增加软化材料的流动性,同时破坏并分散附着于工件表面上的氧化物。相对传统熔焊,摩擦焊具有焊接接头质量高,焊缝强度与基体材料等强度,焊接效率高、质量稳定、一致性好。
焊条(或焊丝)的加热和熔化熔化极电弧焊时,焊条具有两个作用:一方面作为电弧焊的一个电极;另一方面作为填充金属形成焊缝。焊条的熔化主要是靠焊接电流通过焊条所产生的电阻热,而焊接电弧产生的热量对焊条熔化属次要作用(大部分热量是用来熔化母材、药皮和焊剂)。电阻热的大小决定于焊条伸出长度、电流密度和焊条本身的电阻率。焊条伸出长度越大,则通电的时间增长,电阻热增大;电流密度增加,电阻热也增大;同种材料焊条直径约大,电阻率越小,则产生的电阻热越小。但是过高的电阻热会给焊接过程带来不利的影响,将使焊条的药皮在进入熔化区前发红变质,失去保护和冶金作用。在自动焊时,过高的电阻热将使焊丝崩断,影响焊接质量。为此,在焊接过程中要控制焊条伸出长度。东莞市颂智科技有限公司热诚希望新老顾客莅临我公司开展业务,我们竭诚为您提供质量的服务并满足您的期望。公司将依托强大的设备制造和应用技术优势,致力于打造华南地区水冷散热系列产品设备规格全、生产能力强、服务品质比较好的专业公司。铝合金在焊接过程中,热循环使焊缝两侧发生组织、性能变化的热效应区( HAZ),是产生软化的主要危险区域。江西搅拌摩擦焊接加工生产过程
搅拌摩擦焊接所需要的热源来源于搅拌头和工件的摩擦热,所以搅拌头要具有良好的耐高温动态和静态力学性能。江西搅拌摩擦焊接加工生产过程
说起焊接,首先让人想起的大多是高温、火花四溅、保护头盔,还有保护气体等等。焊接作为一种常见的工件连接技术,能够将两种或两种以上同种或异种材料通过原子或分子之间的结合和扩散连接成一体。目前,焊接技术已然演变为一门集材料学、工程力学、自动控制技术的交叉性学科。虽然焊接方法仍然以熔焊、压焊、钎焊三种为基础,但其下衍生出了几十种不同的焊接技术,其中包括了生活中应用广的手弧焊、先进的激光焊和摩擦焊等。与常规摩擦焊类似,搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。东莞市颂智科技有限公司热诚希望新老顾客莅临我公司开展业务,我们竭诚为您提供质量的服务并满足您的期望。公司将依托强大的设备制造和应用技术优势,致力于打造华南地区水冷散热系列产品设备规格全、生产能力强、服务品质比较好的专业公司。江西搅拌摩擦焊接加工生产过程
东莞市颂智科技有限公司成立于2021-04-22,位于塘厦镇实业路6号1栋101室,公司自成立以来通过规范化运营和高质量服务,赢得了客户及社会的一致认可和好评。公司主要经营搅拌摩擦焊机,数控铲齿机,搅拌摩擦焊头,搅拌摩擦焊产品加工等,我们始终坚持以可靠的产品质量,良好的服务理念,优惠的服务价格诚信和让利于客户,坚持用自己的服务去打动客户。颂智科技以符合行业标准的产品质量为目标,并始终如一地坚守这一原则,正是这种高标准的自我要求,产品获得市场及消费者的高度认可。东莞市颂智科技有限公司通过多年的深耕细作,企业已通过机械及行业设备质量体系认证,确保公司各类产品以高技术、高性能、高精密度服务于广大客户。欢迎各界朋友莅临参观、 指导和业务洽谈。
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
东莞市颂智科技有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

